Inhaltsverzeichnis
| 1 Definition einer Amerikaneruhr |
| 2 Epoche der Massenfertigung amerikanischer Pendeluhren |
| 2.1 Entwicklung der Pendeluhrenindustrie in Amerika |
| 2.2 Entwicklung der weltweiten Produktion |
| 2.3 Beginn und Ende der Massenfertigung |
| 3 Uhrentypen |
| 3.1 Uhrenbeispiele |
| 4 Voraussetzungen für die Instandhaltung von Uhren |
| 4.1 Arbeitsplatz |
| 4.2 Werkzeug |
| 4.3 Reinigen |
| 4.4 Ölen |
| 4.5 Arbeitsschritte |
| 5 Umgang mit der offenen Feder |
| 5.1 Feder aus- und einbauen |
| 5.2 Feder ohne Drahtschlinge entspannen |
| 5.3 Ersatz einer Feder |
| 5.4 Umgang mit einer defekten Feder |
| 6 Uhrenaufbau |
| 6.1 Gehäuse |
| 6.2 Uhrwerk |
| 6.3 Zifferblatt |
| 6.4 Zeiger |
| 6.5 Klangkörper |
| 7 Reparaturen am Uhrenaufbau |
| 7.1 Fehlende Glasscheibe ersetzen |
| 8 Uhrwerk (Gehwerk) |
| 8.1 Allgemeiner Aufbau |
| 8.2 Antrieb |
| 8.3 Räderwerk |
| 8.4 Zeigerwerk |
| 8.5 Hemmung |
| 8.6 Schwingsystem |
| 8.7 Funktionen des Gehwerks |
| 9 Reparaturen und Einstellungen am Gehwerk |
| 9.1 Einbau einer Buchse |
| 9.2 Reparatur eines Hohltriebs |
| 9.3 Reparaturen am Federantrieb |
| 9.4 Einstellung der Hemmung |
| 9.5 Einstellung von Pendelgabel und Pendel |
| 9.6 Einstellung des Uhrwerks auf gleichmäßiges Ticken |
| 9.7 Pendelstab mit Pendelfeder ersetzen |
| 10 Uhren mit Schlagfunktion |
| 10.1 Allgemeiner Aufbau |
| 10.2 Antrieb |
| 10.3 Räderwerk |
| 10.4 Hammerwerk |
| 10.5 Programmwerk |
| 11 Schlossscheibenschlagwerk |
| 11.1 Schlossscheibe |
| 11.2 Komponenten des Programwerks |
| 11.3 Funktion des Schlossscheibenschlagwerks |
| 11.4 Befestigung der Schlossscheibe an der Werkplatine |
| 11.5 Einstellung des Anlaufrades |
| 11.6 Einstellung Hebstiftenrad und Hammer |
| 12 Rechenschlagwerk |
| 12.1 Vergleich Schlossscheiben- und Rechenschlagwerk |
| 12.2 Einstellung der Stundenstaffel |
| 13 Beispieluhrwerke mit Schlagwerk und deren Zusammenbau |
| 13.1 Beispieluhrwerke mit Schlossscheibenschlagwerk |
| 13.2 Beispieluhrwerk mit Rechenschlagwerk |
| 14 Uhren mit Weckwerk |
| 14.1 Gehwerk mit Wecker |
| 14.2 Uhren mit Schlag- und Weckwerk |
| 15 Zahnräder-und Malteserkreuz-Stellung |
| 16 Einstellen der Ganggenauigkeit |
| 17 Checkliste für die zu ölenden Teile |
| 18 Anhang: Die Japanische Uhr in der Edo-Zeit |
| 19 Literaturverzeichnis |
| 20 Stichwortverzeichnis |
Vorwort
Seit rund 350 Jahren gibt es die Pendeluhr, die 1657 von Christian Huygens zum ersten Mal vorgestellt wurde. Innerhalb des Zeitraumes von 350 Jahren gab es eine Periode, die durch Massenproduktion von Pendeluhren gekennzeichnet ist, ausgelöst durch die industrielle Revolution. Diese Periode dauerte ca. 90 Jahre und zwar von 1840 bis 1930. Amerika entwickelte als erstes Land die Methoden der Massenproduktion mithilfe von Maschinen und übernahm damit ab ca. 1840 die weltweite Vorherrschaft in der Uhrenproduktion. Mit seinen Produktionsmethoden wurde Amerika Vorbild für viele Länder, u. a. auch für Deutschland. Deutsche Unternehmer kopierten zuerst die Methoden und auch die Produkte, verbesserten sie und lösten ab ca. 1900 die Amerikaner von der Vorherrschaft in der industriellen Großuhrenproduktion ab. Ca. 1930 ging die Zeit der Massenproduktion von Pendeluhren auf Grund nachlassender Nachfrage zu Ende.
Die von den Amerikanern in der 2. Hälfte des 19. Jhd. produzierten Uhren waren neuartig in der Konstruktion des Uhrwerks und der Gestaltung des Gehäuses. Das Uhrwerk dieser Uhren wurde deshalb als Amerikaneruhrwerk und die Uhr insgesamt als Amerikaneruhr bezeichnet. Als Deutschland ab 1900 den Weltmarkt beherrschte, kam ein Uhrwerk zum Einsatz, das keinen speziellen Namen hat und hier vereinfacht als typisches deutsches Industrieuhrwerk bezeichnet wird. Es ist eine Mischung aus dem herkömmlichen, sogenannten Massivwerk und dem Amerikaneruhrwerk.
1 Definition einer Amerikaneruhr
Das vorliegende Buch beschäftigt sich mit Pendeluhren, die zuerst in Amerika und viele Jahre später weltweit nachgebaut wurden. Diese Uhren werden allgemein als Amerikaneruhren bezeichnet. Sie sind gekennzeichnet durch die Gestaltung ihrer Gehäuse als auch durch die Konstruktion ihres Uhrwerks.
Die Gehäuse von Amerikaneruhren, wie z. B. die Tischuhren (Cottage Clock, Steeple Clock, Ogee) wurden in Amerika entwickelt und z. Teil auch patentiert. Wanduhren (Octagon Drop Clock usw.) wurden in ihrer Grundform aus England übernommen, aber soweit umgestaltet, dass sie untrennbar mit dem Begriff Amerika verbunden sind. Die typischen Gehäuse wurden in vielen Ländern gleich und mit Abänderungen nachgebaut.
Diese wurden mit nachgebauten Amerikaneruhrwerken ausgestattet. Amerikaneruhrwerke findet man aber auch in typisch europäischen Gehäusen.
Eine eindeutige Definition für ein Amerikaneruhrwerk ist in der deutschen Literatur nicht zu finden. Man findet verschiedene Definitionen in Abhängigkeit vom Entwicklungsstand der Uhrenproduktion. Ein Amerikaneruhrwerk war zum Zeitpunkt, als die ersten Nachbauten um 1880 in Deutschland angeboten wurden, etwas anderes, als im Jahre 1930, als die Ähnlichkeit deutscher Uhren mit Amerikaneruhren kaum noch zu erkennen war. Nach dem 2. Weltkrieg verschwand der Begriff Amerikaneruhr für eine bestimmte Uhrenkonstruktion.
Als in Deutschland um 1880 von der Firma Junghans Uhren mit Uhrwerken nach amerikanischem Vorbild produziert wurden, nannte man diese Uhren aufgrund der konstruktiven Ausführung ihres Uhrwerks Amerikaneruhren. Sie unterschieden sich von den damals in Deutschland bekannten Massivuhrwerken in vielerlei Hinsicht. Als wesentliche Kriterien eines „Amerikaneruhrwerks“ galten:
- Durchbrochene Werkplatinen und
- Offene Federn und
- Hohltriebe
Bis Ende des 19. Jhd. begannen mit wenigen Ausnahmen alle großen deutschen Uhrenfirmen Amerikaneruhrwerke zu bauen. Man erkannte den Vorteil der rationellen amerikanischen Produktionsweise, entwickelte jedoch ziemlich rasch eigene Vorstellungen zur konstruktiven Ausführung der Uhrwerke. Die offene Feder verschwand wieder wie beim Massivwerk im Federhaus.
Anfang des 20. Jhd. wurde ein Uhrwerk als „Amerikaneruhrwerk“ bezeichnet, wenn es nur über durchbrochene Werkplatinen verfügte oder die Massivtriebe als Hohltriebe ausgebildet waren. Die Definition lautete nun:
- Durchbrochene Werkplatinen und/oder
- Offene Federn und/oder
- Hohltriebe
Im Gustav Becker Uhrenkatalog von 1924 findet man z. B. ein Uhrwerk (siehe Abbildung 1.1), das als amerikanisches Uhrwerk bezeichnet wird, weil es Hohltriebe besitzt. Das gleiche Uhrwerk mit Massivtrieben wird als Uhrwerk ohne den Zusatz „amerikanisch“ bezeichnet.

Abbildung 1.1: Amerikaneruhrwerk von Gustav Becker (Auszug aus Katalog von 1924)
Das in der Abbildung dargestellte Uhrwerk ist in dieser und in ähnlicher technischer Ausführung millionenfach in deutschen Uhren verbaut worden. Es ist ein typisches deutsches Uhrwerk, das sich im Detail grundsätzlich von einem in Amerika gefertigten Uhrwerk unterscheidet. Dieses Uhrwerk kann aus heutiger Sicht nicht als Amerikaneruhrwerk definiert werden, im Gegensatz zu damals, einem Zeitpunkt vor knapp 100 Jahren, als die deutsche Uhrenindustrie noch mehr oder weniger von seinem amerikanischem Vorbild beeinflusst war.
Sucht man in der neueren Literatur (Koch, R. 1986) nach dem Begriff „Amerikaneruhrwerk“ so findet man eine Definition, die sich ausschließlich auf die Produktionsweise bezieht. Demnach ist ein Amerikaneruhrwerk der allgemeine Ausdruck für ein industriell massenhaft hergestelltes Werk für Großuhren zu Beginn des 20. Jhd.. Kennzeichen der Massenfertigung sind rationelle Arbeitsteilung, standardisierte Bauteile und Materialersparnis. Diese Definition sagt nichts mehr über die konstruktive Ausführung eines Amerikaneruhrwerks aus.
Um ein Amerikaneruhrwerk eindeutig zu definieren, kommt man nicht umhin, sich ein originales Uhrwerk aus Amerika (Abbildung 1.2) näher anzusehen.
5 Umgang mit der offenen Feder
Amerikaneruhren besitzen eine offene Feder. Bei der Instandhaltung von Amerikaneruhren ist das Wissen um die Handhabung der offenen Feder von grundsätzlicher Bedeutung. Bei unsachgemäßer Handhabung kann beim Bastler und dem Uhrwerk viel kaputt gehen, Die Feder ist gegenüber europäischen Uhren bei annähernd gleicher Materialstärke 1,5 bis2 Mal so lang und kann sich dadurch weiter entspannen. Ein gewisser Respekt vor dieser Feder entsteht auch dadurch , dass sie offen sichtbar und nicht verborgen in einem Federhaus sitzt. Tatsächlich können die Folgen einer sich ungehemmt entspannenden Feder im Federhaus jedoch genauso gravierend sein wie bei einer offenen Feder. Bei Kenntnis der richtigen Vorgehensweisen in den unterschiedlichen Situationen, in denen man die Feder antrifft, ist die Handhabung problemlos in den Griff zu bekommen. Es wird im Eigeninteresse empfohlen beim Spannen und Entspannen der Feder aber auch beim Zerlegen des Uhrwerks, soweit wie möglich Arbeits-Handschuhe (siehe Abbildung 5.1) aus kräftigem Material zu benutzen.

Abbildung 5.1: Handschuhe für Arbeiten mit einer offenen Feder
In Zusammenhang mit dem Zerlegen und dem Zusammenbau eines Uhrwerks ergibt sich die Notwendigkeit, die offene Feder zu entspannen, aus- und einzubauen und evtl. zu ersetzen. In Abbildung 5.2 sind mögliche Aktivitäten zusammengefasst.

Abbildung 5.2: Aktivitäten beim Umgang mit der offenen Feder
5.1 Feder aus- und einbauen
Eine der grundsätzlichen Tätigkeiten bei der Reparatur einer Uhr, die immer vor dem Zerlegen des Uhrwerks kommt, ist die Prüfung, ob das Räderwerk unter Spannung steht. Ist dies der Fall, dann darf man unter keinen Umständen das Uhrwerk aufschrauben und die Werkplatinen abheben. Die Feder würde schlagartig entspannen und die Zahnräder unkontrolliert wegdrücken, mit der Folge, dass Zähne und Wellenzapfen verbiegen oder abbrechen. Hat man bei diesem Vorgang die Finger am Uhrwerk, was normalerweise der Fall ist, gibt es auch ein paar blaue Flecken, wenn nicht Schlimmeres.
Das Uhrwerk ist anschließend für den Bastler meistens nur noch als Ersatzteilspender zu gebrauchen.
Wird von einer Feder noch Kraft auf das Räderwerk ausgeübt, muss vor der Demontage des Uhrwerks die Feder entspannt werden. Dies ist eine Tätigkeit, die mit Konzentration und Ruhe durchgeführt werden muss, weil sonst ebenfalls Schäden wie oben beschrieben auftreten können.
Das Entspannen erfolgt in mehreren Arbeitsschritten. Diese werden anhand eines Beispieluhrwerks Abbildung 5.3 erläutert.

Abbildung 5.3: Zustand des Uhrwerks vor dem Zerlegen
Vor dem Zerlegen des Uhrwerks:
Anbringen einer Drahtschlinge
Die Feder des Gehwerks (auf der rechten Seite) und die Feder des Schlagwerks (auf der linken Seite) werden zunächst mit dem Schlüssel vollständig aufgezogen. Anschließend wird eine Drahtschlinge um jede Feder gebunden und die beiden Enden mit der Zange verdrillt. Als Draht kann 1 mm starker Eisendraht verwendet werden. In Abbildung 5.4 besteht der Draht aus einem 1,5 mm starken Kupferdraht eines Elektrokabels. Um ganz auf der sicheren Seite zu sein, spricht nichts dagegen, 2 Drahtschlingen um jede Feder zu legen.
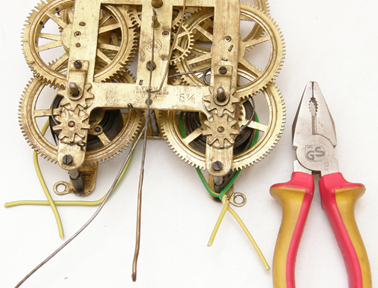
Abbildung 5.4: Federn mit Drahtschlingen
Man kann auch Federklammern verwenden, die in verschiedenen Größen im Handel erhältlich sind (siehe Abbildung 5.5).
8.7 Funktionen des Gehwerks
Die Funktion des Gehwerks ist die möglichst genaue Zeitmessung. Eine weitere Funktion ist die Sicherstellung einer bestimmten Betriebsdauer des Gehwerks (z. B. 30 Stunden, 8 Tage). Um diese Funktionen zu gewährleisten, müssen die Baugruppen des Gehwerks gemäß Abbildung 8.1 entsprechend dimensioniert sein. Die Baugruppen Hemmung, Schwingsystem und Räderwerk sind für die Zeitmessung zuständig. Die Baugruppen Antrieb und Räderwerk stellen die Drehung der Räder für eine bestimmte Zeitdauer sicher. Das Räderwerk ist in beiden Funktionen wirksam, wobei aber bestimmte Räder die eine Funktion und andere Räder die andere Funktion unterstützen.
8.7.1 Zusammenhang zwischen Räderwerk und Pendellänge
Voraussetzung für die Zeitmessung ist, dass bestimmte Räder des Räderwerks an das Schwingsystem, d. h. das Pendel und dessen Länge angepasst sind. Die Drehgeschwindigkeit der Räder wird ausschließlich durch die Schwingung des Pendels bestimmt. Andererseits gibt es für ein Rad des Räderwerks, nämlich für das Minutenrad, eine Bedingung für die Drehgeschwindigkeit. Diese sollte eine Umdrehung pro Stunde sein. Das Hemmungsrad dreht sich in der Stunde immer mehrmals, sodass zwischen dem Hemmungsrad und dem sich pro Stunde einmal drehenden Minutenrad ein Übersetzungsgetriebe erforderlich ist. Dies erfolgt durch eine geeignete Dimensionierung des Räderwerks. Die Drehgeschwindigkeit des Hemmungsrades wird durch das Pendel und dessen Länge bestimmt. Das Pendel benötigt für eine Schwingung vom linken Ausschlag bis zum rechten Ausschlag die Zeit T/2, für die Schwingung vom rechten Ausschlag zum Linken Ausschlag die gleiche Zeit. In der Zeit T , das ist die Zeit für eine Links- und eine Rechtsschwingung, dreht sich das Hemmungsrad um einen Winkel entsprechend einer Zahnbreite (Abbildung 8.38). Für eine volle Umdrehung des Hemmungsrades muss das Pendel eine Zahl von Schwingungen ausführen, die sich aus der Zahl der Zähne und der Zahl der Schwingungen pro Zahn, nämlich 2, ergibt.
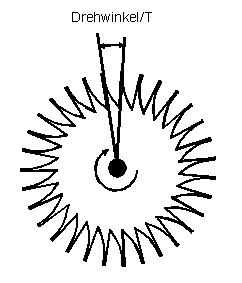
Abbildung 8.38: Drehung des Hemmungsrades in der Zeit T
Aus der Umdrehungszahl des Minutenrades pro Stunde und dem Übersetzungsverhältnis des Räderwerks ergeben sich die Umdrehungszahl des Hemmungsrades und daraus die Zahl der Schwingungen pro Minute (siehe Tabelle 8.3).
Tabelle 8.3: Schwingungszahl und ÜbersetzungsverhältnisBei einer Uhr ist das Übersetzungsverhältnis V durch die Anzahl der Räder und die Zahl der Zähne der einzelnen Räder und Triebe bestimmt. Bei einem Räderwerk gemäß Abbildung 8.39 sind vom Minutenrad bis zum Hemmungsrad 4 Räder zu berücksichtigen. Es sind dies das Minutenrad, das 3. und 4. Rad und das Hemmungsrad.

Abbildung 8.39: Räderwerk der Beispieluhr
11.4 Befestigung der Schlossscheibe an der Werkplatine
Die Schlossscheibe mit Zahnkranz ist an einem einseitigen Lager (siehe Abbildung 11.24) befestigt, das an der Werkplatine angenietet ist und zwar genau über der Lagerbuchse entweder des 1. Rades, des Antriebsrades des Schlagwerks oder des 2. Rades. Das Lager ist zur Lagerbuchse zentriert und mit einer so großen Bohrung versehen, dass sich die Welle des Antriebsrades oder des 2. Rades unbeeinträchtigt drehen können.
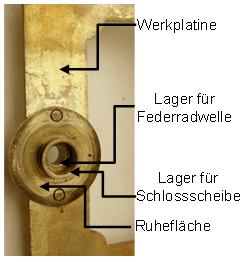
Abbildung 11.24: Befestigung der Schlossscheibe
Die Fixierung der Schlossscheibe am Lager erfolgt mit einer speziellen Sicherungsscheibe mit 3 Federauslegern.

Abbildung 11.25: Sicherungsscheibe mit Federauslegern
Befindet sich die Sicherungsscheibe im Nut des Lagers, dann drücken die 3 Federausleger auf die Speichen der Schlossscheibe und diese damit auf die runde Ruhefläche des Lagers. Ein Federausleger besitzt einen Haken als Verlängerung, der in das Loch in einer Speiche der Schlossscheibe greift. Dieses dient zur Arretierung der Sicherungsscheibe.
Die befestigte Schlossscheibe darf nicht wackeln und muss nach dem Drehen in der Stellung verharren, bei der sie losgelassen wurde. Das Lager der Schlossscheibe wird nicht geölt. Eine evtl. notwendige Einstellung der korrekten Befestigung der Schlossscheibe erfolgt durch Verbiegen der Federn der Sicherungsscheibe.
Vorgehensweise bei der Befestigung der Schlossscheibe:
1. Man steckt die Schlossscheibe seitenrichtig auf das Lager. Um die richtige Seite zu finden, muss man die Drehrichtung der Schlossscheibe im eingebauten Zustand klären. Aus der Drehrichtung kann man anhand der Lücken in der Schlossscheibe die Schlagfolge erkennen und somit die richtige Einbauseite finden.
2. Aufschieben der Sicherungsscheibe mit den Fingern wie in Abbildung 11.26 dargestellt.
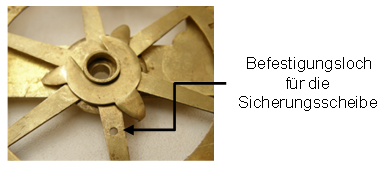
Abbildung 11.26: Aufgeschobene Sicherungsscheibe
3. Verdrehen der Sicherungsscheibe bei gleichzeitiger vorsichtiger Anhebung des Federauslegers mit Haken, bis dieser in das Befestigungsloch einrastet

Abbildung 11.27: Befestigte Schlossscheibe
Einstellung des Hebeleinfalls in die Schlossscheibe
Im Extremfall kann es vorkommen, dass nach dem Zusammenbau des Uhrwerks Arm 2 des Einfallhebels nicht in die Zahnlücken taucht, sondern nach jedem Schlag auf einen Zahn fällt.
Wenn die Schlossscheibe von einem Rad angetrieben wird, das Teil des Räderwerks ist und fest mit der Radwelle verbunden ist, dann ist eine Korrektur durch Verdrehen der Schlossscheibe nicht möglich.
Die Korrektur erfolgt in diesem Fall durch Verbiegen von Arm 2 des Einfallhebels. Dieser Sachverhalt ist in Abbildung 11.28 dargestellt. In der Fehlstellung fällt Arm 2 des Einfallhebels auf einen Zahn auf. Nach Verbiegen des abgewinkelten Endes um maximal 2° bis 3° (abhängig von den geometrischen Verhältnissen der Anordnung von Einfallhebel und Schlossscheibe) kommt Arm 2 richtig in der Lücke zu liegen.
Der Einfallhebel besteht aus Stahldraht. Mithilfe von 2 Zangen wird Arm 2 vorsichtig in die richtige Stellung gebogen.
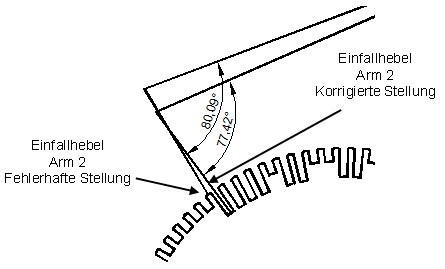
Abbildung 11.28: Korrektur der Fehlstellung der Schlossscheibe